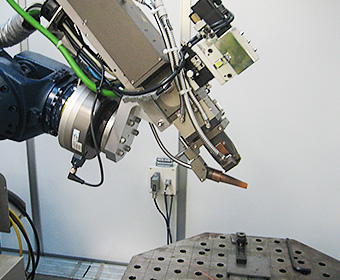


レーザー&曲げ加工の方法
レーザー&曲げ加工の特長・強みは、3つあります。
(1)仕上がりが良い:金型と金型ではさんで曲げるので、熱や打撃を加えない為仕上がりが美しいです。
(2)早い:金型をセットしたら、あとは自由な場所を自由な形状へとすぐに曲げる事ができます。
(3)ローコスト:プレス加工のように、金型製作費用がかからず、ローコストでの製作が可能です。
レーザー&折り曲げ
- L曲げ
- U曲げ
- Z曲げ

L曲げ、U曲げ、Z曲げ等は、1回または2回の曲げ加工です。シンプルな曲げですが、レーザー加工と組み合わせる事により、様々な形状に加工できます。
穴の位置も自由に設定でき、レーザーで加工して1か所または2か所曲げるだけなので、比較的、簡単に製作する事が可能です。
レーザー&ハット・C型曲げ
- ハット曲げ
- C曲げ

4か所平行な曲げ線を入れる曲げ加工方法です。
細長い板をC型に曲げたり、幅の狭い板をハット型に曲げたりします。
レーザー加工と組み合わせる事により、穴加工を同時に加工できます。またコーナーを45度の切り欠きをしている事が多く、その加工も同時に行えます。
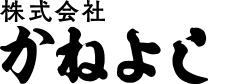
レーザー&箱・C型箱曲げ
- 箱曲げ
- C型箱曲げ
4辺を曲げ加工して、箱状にする曲げ加工です。弁当箱のような仕上がりになります。簡単な箱に使われたり、機械の部品の一部や、パネルにもなります。穴加工をさきにする事で、好きな位置に穴加工を正確にする事が可能です。
C型の箱曲げのコーナーもとめ部分がきれいに合わさる事で、後工程の溶接の手間を削減する事が可能です。
レーザー&多工程・不定形曲げ
- 多工程曲げ
- 不定形曲げ

曲げの回数が6回や8回、10回等、何回も曲げ加工をして、製品にする曲げ加工です。完成形から逆算して、曲げ加工を何か所もする展開をレーザー加工でします。自由な形状で加工する事で、曲げの位置も自由に選べます。
曲げ加工でできる場所が多いほど、後工程の溶接の手間が少なくなります。
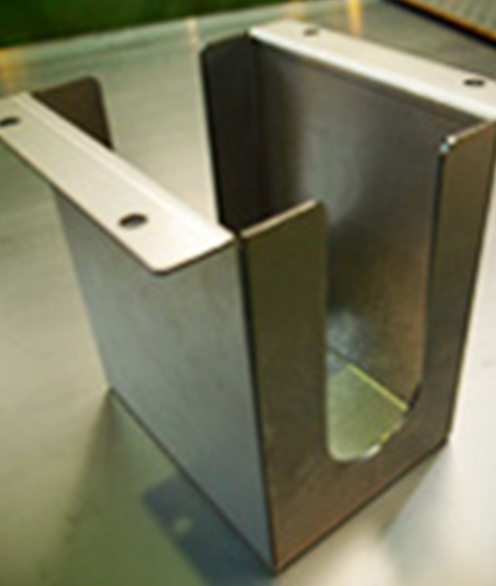
レーザー&R曲げ及びホッパー曲げ
- R曲げ
- ホッパー曲げ
- バンド曲げ
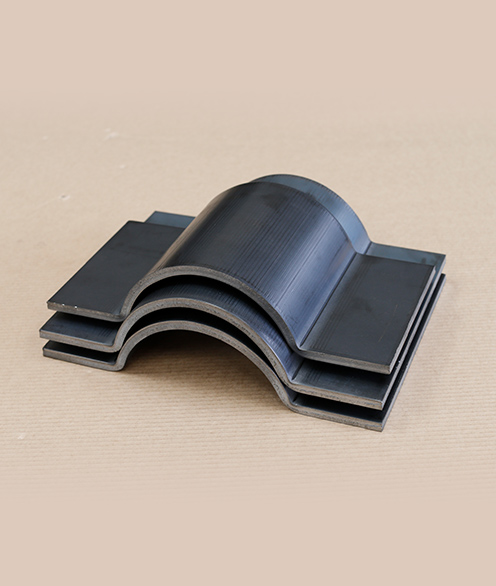
Rの形状、ホッパーの形状、バンドの形状等、板を単純に折り曲げるだけではなく、丸みを付けてRにする加工方法です。
レーザー加工で自由な形状に加工できるので、ホッパーの展開やR曲げの穴あきの加工の展開ができます。またダクトの合わせ等も自由な形状に加工できるので、便利です。
様々な形状のR曲げ加工に対応しています。
レーザー&ロール曲げ及びホッパー・角丸加工
- ロール曲げ
- ホッパー曲げ
- 角丸加工

レーザー切断した板をロール状に巻く事で、ロール巻きが出来ます。レーザー切断の際に穴や切欠き加工をしておく事で、多様なロール巻きを形成できます。
また、ホッパーや角丸形状に板を展開し、レーザー切断し曲げる事で多様なホッパーや角丸加工が出来ます。
レーザー&プレーナー曲げ加工
- プレーナー曲げ
曲げる部分に、V溝加工をして、そのV加工部を曲げる事で、外側から見ると、ピン角になります。
通常の曲げで発生する外側のRを敬遠しピン角がほしいケースでは、プレーナー加工を施します。レーザー切断と組み合わせる事で、多様なプレーナー曲げ加工が形成できます。
パイプ・型鋼のレーザー&曲げ加工
- パイプ曲げ
- 型鋼曲げ

パイプや型鋼に曲げ加工を施す事で、パイプ等様々な鋼材の加工品が出来ます。
レーザー穴加工と組み合わせる事で、多様な鋼材の加工品が出来ます。
折り曲げ加工の豆知識

通常、金属の鉄板を一定角度で直線的に曲げる加工には、ベンダー(折り曲げ機)を使用します。
この機械では、機械フレーム下部にV溝加工されたメス型(ダイ)を固定し、このメス型に上下するオス金型(パンチ)を押し込んで加工を行います。
鉄板・ステンレス・アルミ・銅・真鍮等広範な材料をこの折り曲げ機で曲げ加工できます。