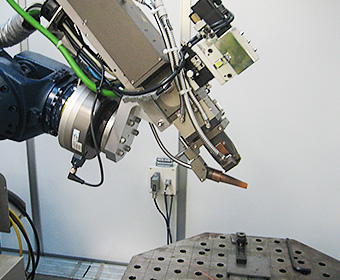


CO2溶接・MAG溶接・スポット溶接
CO2溶接

シールドガスに炭酸ガスを使用する代表的な半自動アーク溶接法で、主に中厚板の鋼材の溶接に用いられます。
CO2溶接(炭酸ガスアーク溶接)の長所
TIG溶接と比較して溶接速度が速い。炭酸ガスは、アルゴンガスなどの不活性ガスより安価です。
CO2溶接(炭酸ガスアーク溶接)の短所
アルミニウムなどの非鉄金属は溶接不可。スパッターの発生が多い。
CO2溶接(炭酸ガスアーク溶接)の長所
TIG溶接と比較して溶接速度が速い。炭酸ガスは、アルゴンガスなどの不活性ガスより安価です。
CO2溶接(炭酸ガスアーク溶接)の短所
アルミニウムなどの非鉄金属は溶接不可。スパッターの発生が多い。
MAG溶接

MIG溶接と同じ、消耗する溶接ワイヤー送給方式となります。半自動でワイヤーが送給されます。アルゴンやヘリウム等の不活性ガスと炭酸ガスの混合ガスを利用します。
MAG溶接の長所
炭酸ガスが、入るのでMIG溶接の欠点の溶け込みの浅さをクリアでき、スピーディ―に溶け込みの深い溶接ができる。
MAG溶接の短所
アルミニウム等の非鉄金属には、向いていない。
MAG溶接の長所
炭酸ガスが、入るのでMIG溶接の欠点の溶け込みの浅さをクリアでき、スピーディ―に溶け込みの深い溶接ができる。
MAG溶接の短所
アルミニウム等の非鉄金属には、向いていない。
スポット溶接

薄板溶接の分野で広く利用されています。
金属に電流を通すと電気抵抗によって発熱します。スポット溶接は、この原理を利用したものです。2枚の金属板を電極で加圧しながら、短時間に大電流を流し、接合部を溶融させて点で溶接する方法です。
スポット溶接の長所
通電時間が短いので、加熱部が通電部付近に限られ熱ひずみが発生しにくい。
作業者の熟練度をあまり必要としない。溶接棒が不要で有害なヒューム(煙状の粉塵)が発生しない。
スポット溶接の短所
溶接条件が適正でないと剥れが発生する。そのため、試し溶接による強度確認が必要である。気密構造の製品がつくれない。
スポット溶接の3要素
スポット溶接の3要素とは、溶接電流・通電時間・加圧力です。これらの条件は互いに関係しあい、電極形状を含め母材の材質や板厚に合わせ、溶接条件を設定する必要があります。
金属に電流を通すと電気抵抗によって発熱します。スポット溶接は、この原理を利用したものです。2枚の金属板を電極で加圧しながら、短時間に大電流を流し、接合部を溶融させて点で溶接する方法です。
スポット溶接の長所
通電時間が短いので、加熱部が通電部付近に限られ熱ひずみが発生しにくい。
作業者の熟練度をあまり必要としない。溶接棒が不要で有害なヒューム(煙状の粉塵)が発生しない。
スポット溶接の短所
溶接条件が適正でないと剥れが発生する。そのため、試し溶接による強度確認が必要である。気密構造の製品がつくれない。
スポット溶接の3要素
スポット溶接の3要素とは、溶接電流・通電時間・加圧力です。これらの条件は互いに関係しあい、電極形状を含め母材の材質や板厚に合わせ、溶接条件を設定する必要があります。